板金塗装の流れ
不意な事故で愛車を傷つけてしまった事は誰しもあると思います。
そんな時に是非カーエステをご利用下さい。
先ずは現車を元に修理方法と費用の相談をしましょう。
保険対応であれば、保険会社との折衝も当店が責任を持って対応させていただきますのでご安心下さい。

現状確認
今回のハイエースですと大きな損傷ではないのでパネル交換ではなく、板金塗装で対応できます。
ただし最近の鉄板の薄さは尋常ではないですよ、何を意味するかってそれは、ボディーが凹むって事は、鉄板が伸びるんですね。
それを引っ張ってある程度平滑な状態に戻す作業をしますが、ただ単に引っ張ってもパネルが薄いので強度が出ないんです。
そこは職人さんの腕になりますが、「叩いたり」「引っ張ったり」「絞ったり」しながら強度と平滑さをあげていきます。

板金作業1
この作業は形を戻しパネルの強度を戻すのが狙いです。
旧膜の除去をし、上で少しご説明した「叩く」「引っ張る」「絞る」を繰り返しながら、粗出し作業を進めます。
ハイエースのような大きなパネルでこの作業を妥協すると、仕上がった後軽く触るだけでパネルがペコペコ簡単に動く事になります。
って事はこの後に続くパテが割れる可能性があるんですよ。非常に大事な作業です。

板金作業2
上の作業で粗出しの作業を終えたら、今度はパテ盛りです。
この作業からは見た目に大きく関わりますのでマタマタ慎重に。
何種類かの違う目的のパテを盛り、その都度出来上がりのプレスラインを考えながら形を整えていきます。
プレスラインがヨレヨレだと仕上がりが悪く板金しました候になります。

板金作業3
上の作業で完全に形を作りあえたら、サフェーサー(プラサフ)を吹き付けパテが塗装を吸い込まない処理をし、乾燥後これを磨いでツルツルの状態にして仕上げていきます。
大まかな作業の説明ですが、この後塗装に入りますので当然ですが小さな凹凸も残って無い状態にします。

塗装
いよいよ色を吹き付けていきます。ここでのポイントは「調色」と「肌目」です。調色は周りの色にどこまで合わせれるかなんですが、純正色で大方の色を作りその後は微調整で職人の目が頼りに色を作っていきます。
色を作ったら今度は吹き付けですが、周りの肌の感じを無視し単純に塗れば色は付きますが、仕上がりはどうでしょう?
できる限り損傷箇所が後に判らないように塗り一つも考え塗っています。

研磨
最終作業で調整研磨をし仕上げていきます。ハイエースでは判りにくいので黒い車の画像を使用しましたが、板金塗装から帰ってきて暫くしたらこんな感じにギラギラの状態になったことありませんか?
板金屋さんの中にはワックスでこのギラギラを隠すところもあるようです、しかしカーエステではコーティングを仕事にしているオレンジパークと同じ機械を使用し仕上げますので、後からこのような状態になることはありませんのでご安心下さい。
最後にこの記事を書いているのが板金塗装の職人ではない為、作業はかなりかいつまんで記載しており、表現も違うと思いますがその点はご了承下さい。
ご不明な点が御座いましたら、カーエステ大堀までご連絡下さい。
ボディーコーティング

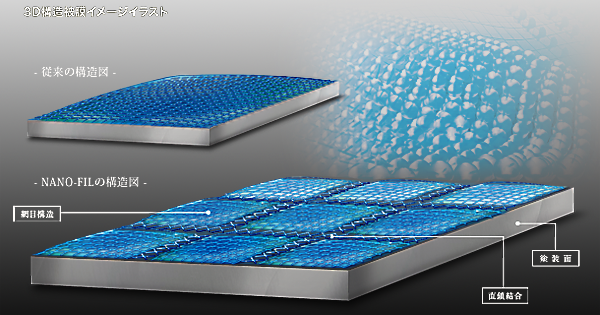
ECHELON1043 NANO FIL
1043NANO-FILはボディコーティングとして、全く新しい構造である「3Dネットワーク構造被膜」を開発しました。
従来の網目構造の中に「直鎖結合」を組み込むことで、高硬度な被膜性能を維持しながらも高い追従性のあるしなやかさを併せ持った、より体感できる性能を生み出します。
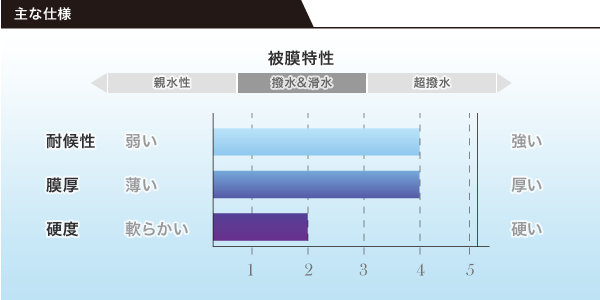
硬さとしなやかさを併せ持つという不可能を可能にし、高性能なコーティングへと進化したECHELON 1043NANO-FILは「インパクトのある膜厚感」、「シミを防ぐ超滑水性」、「従来を凌駕する耐候性」といったコーティングとして求められる最も重要な機能を実現しています。
圧倒的な膜厚感はそのままに作業性を大幅に向上

そこで、1043NANO-FILは、高い評価を頂いていた性能面を落とさずに施工性を向上することを大きな目標の一つに掲げ、開発を進めてきました。
その結果、原材料から見直したことにより拭取り性の大幅な向上に成功しました。また、作業マニュアルの内容も見直しを行い、より効率の良い施工方法を確立しました。
ボディコーティングは施工して終わりではなく、施工してからの体感できる性能が本来の価値となります。
ECHELON 1043NANO-FILは、性能が長期間持続することで日常のメンテナンスを容易にし、コーティングのメリットを実感できます。
初期被膜安定性の向上でダメージを大幅に軽減

従来のガラス被膜コーティングは、空気と反応して被膜が硬化して行くという性質上、施工直後の被膜性能が十分でなく、外的要因によるシミなどのダメージを受けやすいという弱点がありました。
1043NANO-FILは、基本的な反応のメカニズムは従来と同様ながら、3Dネットワーク被膜構造という新しい架橋構造によってその弱点を克服しました。
特殊なプロセスで精製した高純度シリコーンを採用し、そこに被膜構造を確立する為の添加剤を用いて100%反応する、不純物の一切残らないハイブリッド被膜を形成することで被膜の優れた初期安定性を実現し、シミ等のダメージを最小限に抑えます。
大きな性能向上を実現させた新開発3Dネットワーク被膜構造
今回のモデルチェンジにおいて最大の特徴は、上記のポイントを実現した新開発の3Dネットワーク被膜構造にあります。
この開発の最大の重点は、ガラス被膜や被膜硬度といったスペックにこだわるのではなく、コーティングの基本である、塗装を保護し美感を長期間維持するということを追求したことです。
その結果としてこれまでに無い新しい概念の被膜構造が誕生しました。
従来のガラス被膜構造は、均一な立体架橋構造を持った単一的な被膜で、ガラス被膜としての硬度は十分に発揮できますが、柔軟性に欠けており、塗装面への追従性の限界やキズ等のダメージに対する回避能力に劣る部分がありました。
それに対して新開発の3Dネットワーク被膜構造は、三次元網目構造のガラス被膜中に均一に直鎖構造を持った強固なつなぎ目が存在することによって、ガラス被膜としての硬度を保ちつつ、優れた柔軟性を実現し、塗装面への追従性も優れた物になっています。
最新技術を駆使した超滑水被膜
NANO-FILの超滑水被膜は、美しさと機能性を両立した新しい形のコーティング被膜です。
車の光沢感を維持するための一つの性能として水滴の弾き方がポイントとなってきます。
超滑水被膜の水滴は楕円形でレンズ効果が出ない形状をしていますが、撥水被膜の様に容易に水滴が流れ落ち、塗装面上に汚れが固着しづらい特徴を持っています。
これまでの製品を凌駕する耐候性
また、この構造は強力なエネルギーを持ったシロキサン結合を主骨格としており、紫外線の影響を受けず、強固な耐候性を発揮します。
これらの性能によって、酸性雨や樹液、糞害、黄砂、花粉などの外的要因からのダメージを防ぐとともに、スクラッチシールド塗装のような特殊高弾性塗装をはじめ、耐スリ性塗装や水性、粉体塗装など様々な塗装面に対応するマルチステータスを実現しています。
各種耐候性試験が優れた性能を実証
サンシャインウェザーメーター促進曝露試験
1.目的
エフイートレード(株)ECHELON NANO-FILが塗布されたテストピースを、サンシャイン促進曝露試験にかけ、曝露試験後のテストピースに対し、接触角,光沢度,色差を調べる。
2.試験方法
テストピースを各試験時間サンシャインウェザーメーター曝露試験にかけ、テストピースの表面状態,接触角,光沢度,色差を測定した。なお、サンシャインウェザーメーター曝露後のテストピースは、以下の処理を行った後に各項目の測定を行った。
【1】テストピースを不織布を用いて水道水でなで洗いした。
【2】引続きカーシャンプーを希釈した洗浄液(※)でなで洗いした。
【3】再度、不織布を用いて水道水でなで洗いし、エアブロー乾燥させた。
※洗浄液は、カーシャンプーをキャップ2.5杯分を水道水2リットルで希釈したもの。
3.試験片
エフイートレード(株)様より提供いただいた試験片(70×150mm)を用いて試験を行った。この試験片は、試験片表面の半分だけコーティング剤で処理したものである。
4.測定器および条件
・サンシャインウェザーメーター;スガ試験機(株)製S80HB ブラックパネル温度63℃,12分降雨/60分
5.試験方法
試験片のコーティング処理部及び未処理部に、硫酸の水溶液をスポイトで0.2ml滴下し水平に短時間(1分),長時間(4時間)放置する。放置後、試験片表面を水洗いしてから拭き取り、表面状態を調べる。
・接触角計;協和界面科学(株)製CA-X型
・光沢度計;スガ試験機(株)製デジタル変角光沢度計UGV-5D
・色差計;コニカミノルタ(株)製分光測色計CM-3700d
試験結果 -1.接触角-
| 初期 | 250hr | 500hr | 750hr | 1000hr | 1500hr | |
|---|---|---|---|---|---|---|
| 未塗布(白) | 91.3 | 52.6 | 46.8 | 30.8 | 43.8 | 35.3 |
| 未塗布(黒) | 95.2 | 76.9 | 58.1 | 60.2 | 56 | 62.1 |
| 塗布(黒) | 100.8 | 91.5 | 87.5 | 59 | 75.3 | 76 |
| 塗布(白) | 101.3 | 81.1 | 58.7 | 28.1 | 44.6 | 50.6 |
試験結果 -2.光沢度(60°)-
| 初期 | 250hr | 500hr | 750hr | 1000hr | 1500hr | |
|---|---|---|---|---|---|---|
| 未塗布(白) | 89.3 | 28.6 | 13.4 | 14.9 | 12.3 | 7.7 |
| 未塗布(黒) | 93.8 | 91.9 | 97 | 92 | 66.5 | 57.9 |
| 塗布(黒) | 93.2 | 92 | 92.9 | 99.6 | 76.6 | 58.1 |
| 塗布(白) | 88.6 | 42.2 | 25.5 | 18.3 | 14.7 | 11 |
試験結果 -3.色差(ΔE*ab)-
| 初期 | 250hr | 500hr | 750hr | 1000hr | 1500hr | |
|---|---|---|---|---|---|---|
| 未塗布(白) | 0.11 | 0.39 | 0.29 | 0.37 | 0.41 | 0.61 |
| 未塗布(黒) | 0.04 | 0.25 | 2.35 | 3.65 | 5.02 | 5.21 |
| 塗布(黒) | 0.26 | 0.28 | 2.19 | 4.2 | 5.36 | 5.68 |
| 塗布(白) | 0.09 | 0.46 | 0.34 | 0.32 | 0.4 | 0.54 |
試験結果 -4.サンシャイン曝露後の外観観察-
降雨の跡は黒に比べて目立たない。光沢が低下している。
未塗装側の低下がやや大きい感じ。
塗装側で降雨の跡が確認できる。
見た目は250hrとあまり変わらない。
塗装側にその傾向がやや強めに表れている。
ヘッドライトリペア

ヘッドライトリペアとは?
現在のヘッドライトは、その多くがガラス素材からポリカーボネート簡単に言えばプラスチック素材にハードコート処理したものに変わってきまし黄ばんだヘッドライトた。
成型の自由度が高く多様なデザインに対応できるこの材質は、新品時にはガラスに匹敵する透明感がありますが経年劣化とともにハードコートが剥がれ出し、素地であるポリカーボネートが剥き出しになり紫外線や雨による劣化でヘッドライトの透明感が低下し黄ばんできます。
右の画像のヘッドライトは全体にハードコートが剥れ素地のポリカーボネートが劣化し黄ばんだ状態です。

ヘッドライトが黄ばんだらどうすれば?
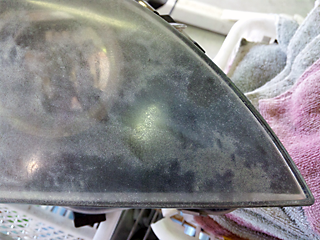
上の画像の一部分をアップで写してみました。
では実際にヘッドライトが黄ばんでしまった場合どうすればいいかですよね。
従来は交換が主流でしたがリサイクルや省資源化が問題になっている中、交換ではなくリフォームという手法で復元する事が可能です。
実際にヘッドライトを交換すれば確かに綺麗にはなりますが、いったいどれ位予算が必要かご存知ですか?日本車で約¥50,000~外車だと数十万なんて話をよく耳にします。
そこで当店ではヘットライとの黄ばみや中途半端に剥れだしたハードコートを剥離して、素地であるポリカーボネートを一度リセットする方法でヘッドライトの復元をご提案させていただきます。
オレンジパークのサブメニューで一番問い合わせの多いのがこのヘッドライトリペアーです。
最近の新車では3年以内にハードコートが剥れ出してくる車両もあるくらいですから、駐車場や街の中でもかなりの車両がヘッドライトが黄ばんでるのを目にします。
丁重な下地処理を繰り返しヘッドライトの黄ばみを落とし更にクリアーな状態にヘッドライトを復元してから、本格的な2コートタイプのハードコートを吹き付けて仕上げていきます。
当然仕上がりが気になると思いますので、順を追ってご説明していきます。
ヘッドライトリペアの手順
全てをお見せする事はできませんが、ヘッドライトリペアーをご説明していきます。
現状確認


このようなヘッドライト内部が見え難い状態まで劣化して黄ばんでも、表面劣化であれば綺麗な状態に復元は可能です。
しかし新品になる訳ではないので、残るものが有れば施工前にご説明します。
※車両から外す前に状態を説明させて頂きます。
下地処理1


ヘッドライトを車両から外し、ヘッドライト表面の劣化部分を処理していきます。
この段階で、「劣化したハードコート」、「劣化した素地のポリカ」、「表面の傷」を除去します。
コーティングと一緒で下地処理が不足すれば仕上がりに大きな差が出ますので、状態を確認しながら進めます。。
下地処理2


劣化部分の除去が終われば、洗浄、養生と進み場所を塗装ブースに移動し、「脱脂」「イオンシャワー」と続いていきます。
この段階までがヘッドライトリペアの下地処理になり、多くの時間をここまでで費やしていきます。
保護処理


下地処理で綺麗にした状態を長く維持する為に、ヘッドライト専用に開発された下塗りプライマーと上塗りクリアーの本格的な2コートタイプを施工していきます。
オリジナルのハードコートと同等の品質のハードコート層を形成させ高い保護能力を発揮するのが特徴で、板金塗装ではお馴染みの遠赤外線で焼き付け定着させます。
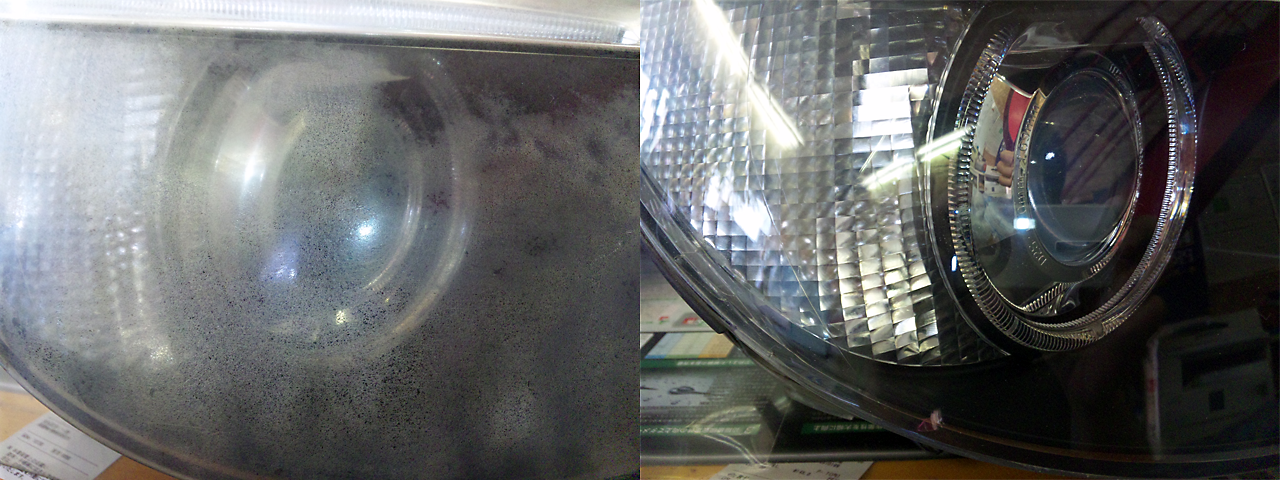
ヘッドライトリペアbefore after
上で施工させて頂いたBMW・E60のヘッドライトを施工前、施工後で並べてみましたので確認してください。


遠方のお客様もご安心を
ヘッドライトを宅配上記の説明でヘッドライトリペアの事は多少ご理解頂けたかと思いますが、オレンジパークまで遠いしとお考えのお客様!ご安心ください。右の画像のように宅配便で送って頂ければ綺麗にヘッドライトリペアを施工して返送させて頂きます。
上記で使用させて頂いたBMW・E60のヘッドライトも九州から宅配で届いた物です。
施工時間は平均で1日頂いており、ご来店のお客様は日帰り施工が可能です。
関東圏、関西圏からの日帰り施工のお客様も多数おみえですので、先ずはメールかお電話でお問い合わせください。

宅配便利用での流れ
電話やメールでお問い合わせください。
宅急便でオレンジパークに送ってください。
現物を確認後、お客様に連絡。
入金確認後にヘッドライトリペア施工
施工完了後発送連絡。
ガラス撥水

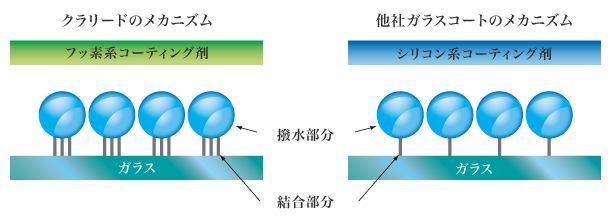
エシュロンウィンドウガラス撥水コート「クラリード」
クラリードは撥水性と耐久性に優れたフッ素ウィンドウガラス撥水コート剤です。
フッ素の特長である耐久性を向上しつつ、従来の弱点である水滴の「飛び」についてもこれまでに無い飛散性を実現した画期的な製品です。
ガラス面に化学反応を利用して特殊フッ素を強固に定着。
研磨による下地処理も含めて化学的根拠に基づいたメカニズムで確実な性能を発揮します。

飛びと耐久性の両立
プロ用のウィンドウ撥水剤の多くがフッ素系をうたっていますが、その内容はまちまちで実際にはフッ素を含有しているというレベルの製品がほとんどです。
クラリードはそのような製品とは一線を画し、純フッ素被膜といえる画期的な成分のせいひんです。
特殊フッ素を採用し、化学反応を利用して純フッ素被膜を形成することで、フッ素本来の特長である耐久性を十分に発揮し、さらにそのフッ素被膜が均一でより小径な接触角の高い水滴を作ることで、従来のフッ素系の弱点とされていた水滴の「飛び」についても低速からの優れた飛散性を実現します。

特殊フッ素がもたらす耐久性
従来のシリコン系コート剤はガラス面に物理的にシリコンが吸着しているだけで、ワイパー等により容易に剥離していました。
クラリードはガラスと化学反応で結合する特殊フッ素素材を使用することで強固にガラス面と結合し、長期間撥水効果が得られます。
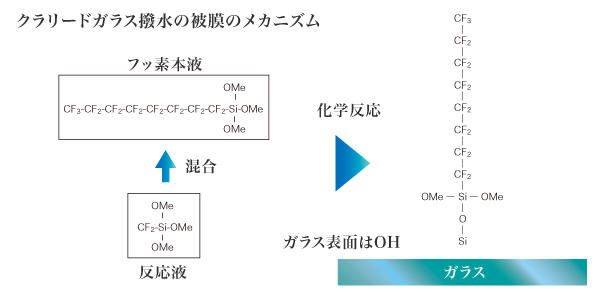
クラリードガラス撥水の被膜のメカニズム
本液と反応液を混合することでその時から触媒反応が始まります。
それにより、OMeが分離してガラス表面のOHと結合し、Me-OH(メタノール)になることで自然に蒸発します。その結果ガラス側のSiと反応液のフッ素がガラス表面で結合して強靭な被膜を形成します。
特殊フッ素がガラスと化学反応で強固に結合するため、撥水被膜が長期間持続し、優れた撥水性能を発揮します。
ECHELON Clareed PV
ボディ研磨
愛車をいつまでも美しく

お客様のお車、輝いていますか??
磨き画像2新車当時はどの車よりも綺麗に輝いていた愛車が、経年劣化と共に洗車傷や汚れなどで輝きが失われて可愛そうな状態になっていませんか?
そんな時は是非オレンジパークにお任せ下さい。
洗車傷やシミ等を最新のケミカルと専用のコンパウンドポリッシャーバフを使用して、極力塗装に負担を掛けず削り幅を最小限に抑えて、新車当時の艶を復元していきます。

ボディーの研磨とは?
先ずはボディーを磨く上で切り離しては考えれないボディー塗装のお話を少しさせていただきます。
左の図は一般的な塗装断面図ですが、自動車のボディーパネル(鉄板)から数種類の塗料が塗り重ねられ塗装は完成されます。
この塗装の厚みですが防錆塗料~クリアー塗料までの厚みは約100μって言われていますがピンとこないと思います、例えて言えばコピー用紙一枚分位の厚みです。
更に磨きで対応できるのは一番上面のクリアー塗装だけなんです。
クリアー塗装より深く削れた傷は再塗装しなければ消えません。
この研磨で対応できるクリアー塗装部分を更に拡大しますと、粒子の並びが上のほうは濃密であるが下の方は薄密なんです、これは何を意味するかといえば、長年乗ってきた愛車の塗装が傷が増え艶が失われてきた経験皆さんもあると思いますが、クリアー塗装は削れてくると弱くなり傷が入りやすくなります。
限られたクリアー塗装を如何に削り幅を少なくして傷を消していくかが研磨の肝になります。
研磨作業

新車の頃はどの車より輝いて見えた愛車も年数が経つにつれ輝きが失われ、洗車をしてもWAXを掛けてもスッキリしない・・・そんな経験をされたことがあるとおもいます。
塗装表面に付いた無数の小傷や付着物を除去してあげることで本来の輝きが復活します。
研磨2塗装を研磨するには、ポリッシャー(機械)+コンパウンド(研磨剤)+バフ(スポンジ)の組み合わせによって磨いていきますが、其々かなりの数の種類がありこの組み合わせ次第で仕上がりも変わります。
オレンジパークでは最新の塗装にも対応でき、現在最善と思われる「バフ」「コンパウンド」「ポリッシャー」を使用して極力塗装を減らさない研磨を心がけております。
※ 塗装の状態により金額が変りますので詳しくは、当店スタッフに御相談下さい。

研磨before after
傷が入りやすく、ディーラーさんではお手上げの定番の2色の「トヨタ202ブラック」と「ホンダナイトホークブラック」の2枚を比べて下さい。
トヨタ202ブラック

ホンダナイトホークブラック




